English
English 中文简体
中文简体 русский
русский عربى
عربى Português
Português 日本語
日本語 한국어
한국어

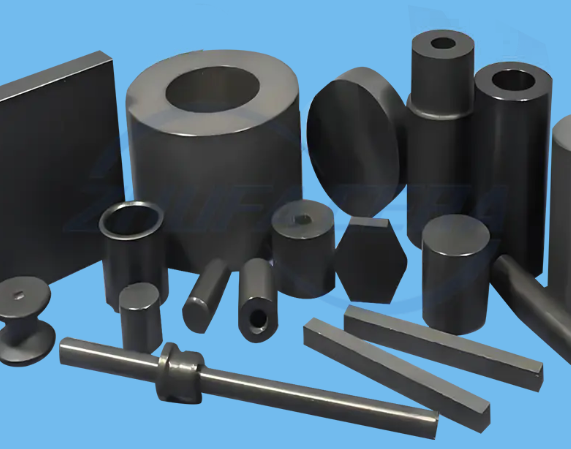
1. Proceso básico del proceso de producción de cerámica industrial.
La producción de cerámica industrial (también conocida como cerámica avanzada o cerámica de ingeniería) es un proceso riguroso de conversión de polvos inorgánicos no metálicos sueltos en piezas de precisión con alta resistencia, resistencia al desgaste, resistencia a altas temperaturas o propiedades eléctricas especiales. . Su proceso de fabricación de núcleos estándar generalmente incluye lo siguiente Cinco etapas principales.

- Preparación de polvo Mezcle con precisión materias primas de alta pureza. Para que el polvo tenga buena fluidez y fuerza aglutinante en el moldeo posterior, es necesario agregar una cantidad adecuada de aglutinante orgánico, lubricante y dispersante. Después de mezclarlo en un molino de bolas de alto rendimiento y secarlo por aspersión, se produce un polvo granulado con una distribución uniforme del tamaño de partículas.
- Formación de cuerpo verde Según la forma geométrica y la escala de producción en masa del producto, el polvo granulado se prensa o inyecta en el molde mediante medios mecánicos. Los principales métodos de moldeo incluyen el prensado en seco y el prensado isostático en frío ( PIC ), moldeo por inyección de cerámica ( CIM ) y fundición en cinta.
- Procesamiento ecológico y desaglomerado El cuerpo verde formado contiene una gran cantidad de aglutinantes orgánicos. Antes de la sinterización formal, se debe colocar en un horno de desaglomerado y calentar lentamente en el aire para provocar pirólisis o volatilización (desengrasado). La dureza del cuerpo verde después de la desaglomeración es baja y es fácil realizar procesamiento mecánico preliminar como perforación y corte.
- Sinterización a alta temperatura Este es un paso crítico para lograr las propiedades mecánicas finales de la cerámica. El cuerpo crudo despegado se coloca en un horno de sinterización a alta temperatura. La transferencia de masa y la unión se producen entre los granos. Los poros se vacían gradualmente. El cuerpo verde sufre una severa contracción de volumen y finalmente logra la densificación.
- Mecanizado e inspección de precisión. Dado que las cerámicas después de la sinterización tienen una dureza extremadamente alta (generalmente superada solo por el diamante) y tienen un cierto grado de deformación de sinterización, si quieren lograr tolerancias dimensionales a nivel de micras o rugosidad de la superficie a nivel de espejo, deben ser duras y procesadas con precisión mediante muelas abrasivas de diamante y pastas abrasivas y, finalmente, una inspección de calidad integral mediante instrumentos de alta precisión, como coordenadas tridimensionales.
2. Comparación de las características del proceso entre óxido de circonio y nitruro de silicio
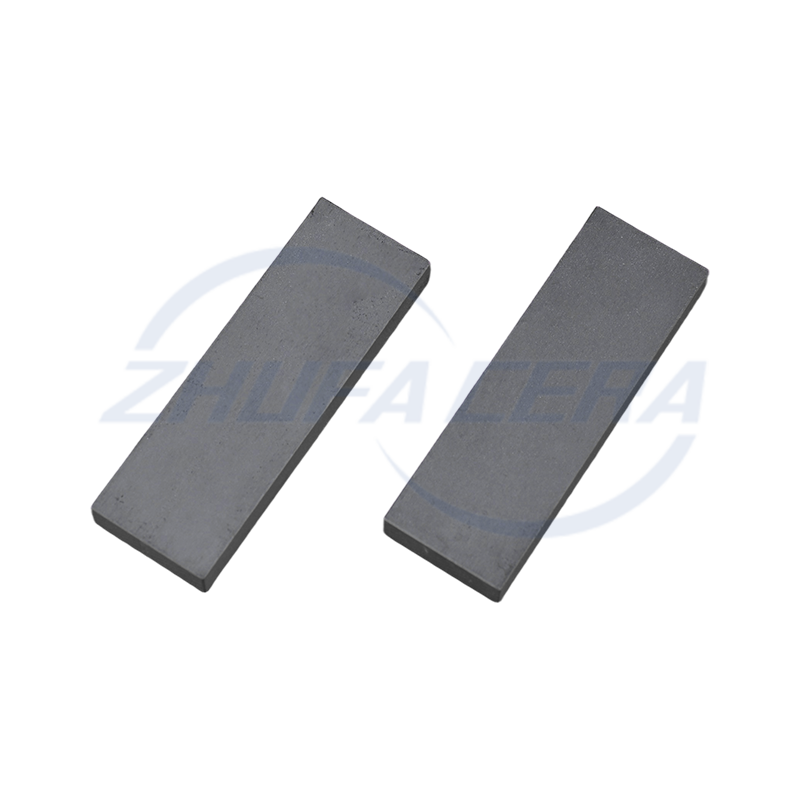
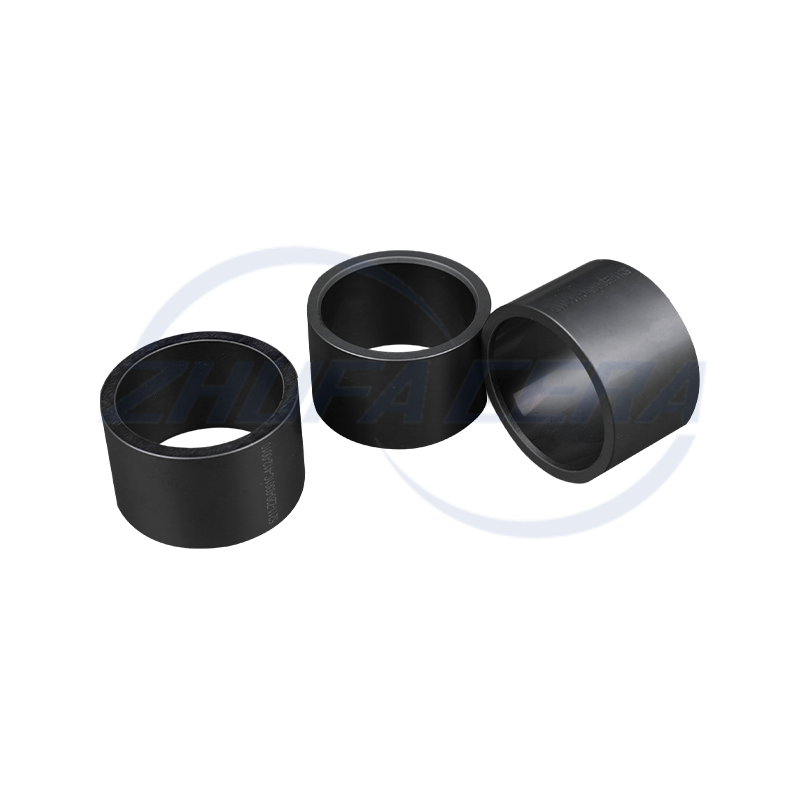
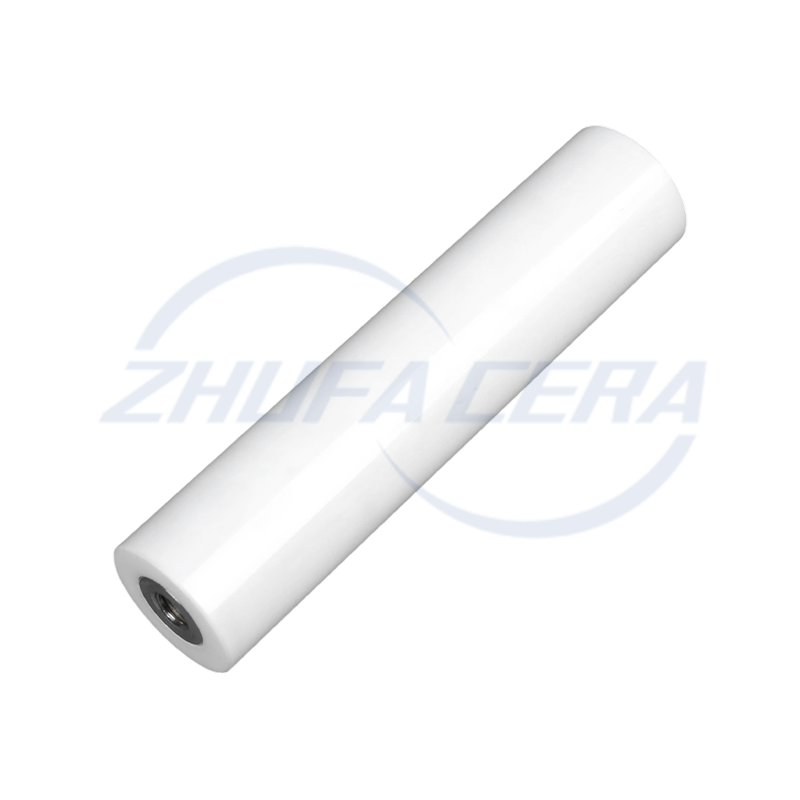
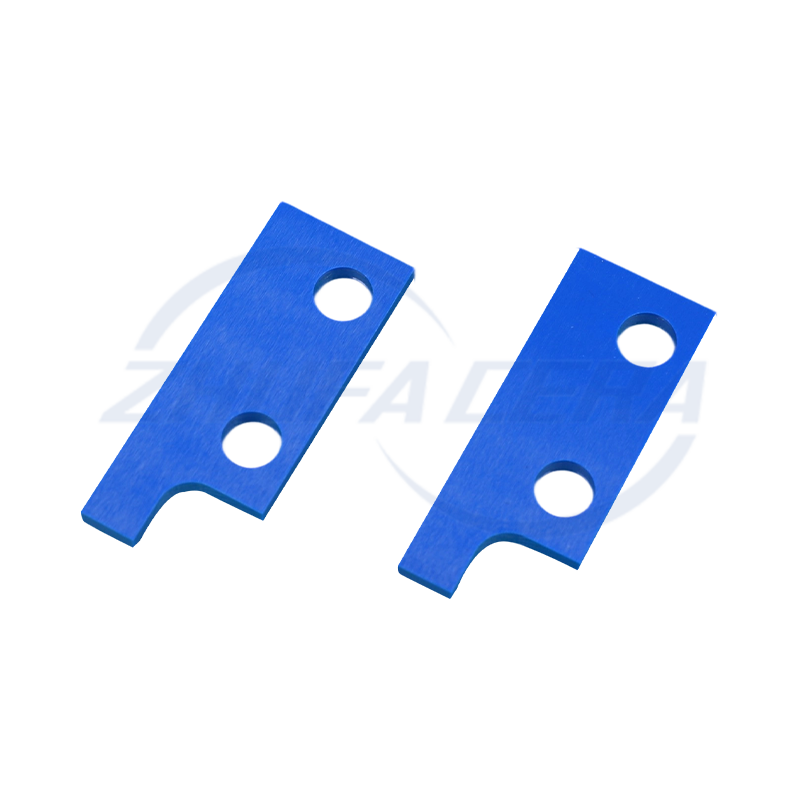
Entre las cerámicas estructurales modernas y avanzadas, el circonio y el nitruro de silicio Se representan dos sistemas. La primera es una cerámica de óxido típica con excelente tenacidad y estética; nitruro de silicio Es una cerámica sin óxido con alto enlace covalente y tiene un excelente rendimiento en dureza, estabilidad al choque térmico y ambientes con temperaturas extremadamente altas. La siguiente es una comparación de los parámetros clave del proceso de producción de los dos.
| Dimensión del proceso | Cerámica de circonio (ZrO₂) | nitruro de silicio陶瓷 (Si₃N₄) |
| clásico temperatura de sinterización Grado | 1350°C - 1500°C La densificación se puede completar en una atmósfera de aire a presión normal y el costo del equipo es bajo. | 1700°C - 1850°C Se debe introducir nitrógeno a alta presión (1-10 MPa) para la sinterización a presión de aire para inhibir la descomposición a alta temperatura. |
| Control de contracción de línea | 20% - 22% (grande y estable) La densidad del empaquetamiento del polvo es uniforme y el cálculo del factor de amplificación del molde es extremadamente regular. | 15% - 18% (relativamente pequeño pero muy volátil) Afectada por la velocidad de difusión y cambio de fase de los aditivos en fase líquida, la tecnología de control de tamaño es difícil. |
| Cambios de fase y efectos de volumen. | Hay estrés por cambio de fase. Al enfriarse, la fase tetragonal se transforma en la fase monoclínica con una expansión de volumen del 3% al 5%, y es necesario introducir estabilizadores como el óxido de itrio para evitar el agrietamiento. | Modificación de cambio de fase Durante la sinterización, la fase α se transforma en la fase β, formando una estructura entrelazada de cristales columnares entrelazados, que puede mejorar significativamente la tenacidad de la matriz. |
| Proceso de moldeo convencional | Prensado en seco/prensado isostático en frío, moldeo por inyección de cerámica (CIM) El polvo tiene alta densidad, buena fluidez, fácil compactación y producción en masa de formas especiales. | Prensado isostático en frío (CIP), moldeado La densidad intrínseca del polvo es baja, esponjosa y difícil de compactar, por lo que a menudo se utiliza CIP multidireccional de alta presión. |
| ��Consejos para la producción de aterrizajes industriales: El corazón de la fabricación cerámica industrial se encuentra en Ajuste perfecto entre "curva de temperatura-tiempo" y "compensación de contracción". La dificultad del circonio radica principalmente en la etapa de rectificado superduro después de la sinterización (alta pérdida de herramienta y baja eficiencia); mientras que la barrera central del nitruro de silicio radica en su riguroso proceso de sinterización por prensado isostático en caliente/presión de aire a temperatura ultraalta y la fórmula confidencial de ayudas de sinterización para la transferencia de masa de fase líquida de enlace covalente de bajo punto de fusión. |